hiệu chuẩn các tấm chuẩn độ cứng dùng để hiệu chuẩn máy thử độ cứng vật liệu kim loại theo các phương pháp Rockwell, Brinell, Vickers.
1 Phạm vi áp dụng Hiệu chuẩn tấm chuẩn độ cứng
Văn bản kỹ thuật này qui định phương pháp, phương tiên hiệu chuẩn các tấm chuẩn độ cứng dùng để hiệu chuẩn máy thử độ cứng vật liệu kim loại theo các phương pháp Rockwell, Brinell, Vickers.
2 Các phép hiệu chuẩn và phương tiên Hiệu chuẩn tấm chuẩn độ cứng
Phải lần lượt tiến hành các phép Hiệu chuẩn tấm chuẩn độ cứng vói các phương tiện hiệu chuẩn ghi trong bảng 1.
Bảng 1
| Tên phép hiệu chuẩn |
Theo điều nào của QTHC |
Phương tiện hiệu chuẩn và các đặc trưng kỹ thuật của chúng |
| 1 Kiểm tra bên ngoài |
4.1 |
Quan sát bằng mắt thường |
| 2 Kiểm tra kỹ thuật |
4.2 |
|
| 3 Kiểm tra kích thưóc hình học |
4.2.1 |
Thưóc cặp giá trị độ chia 0,1 mm |
| 4 Kiểm tra độ không song song và độ không phẳng |
4.2.2 |
Thiết bị có gá đổng hổ so, giá trị độ chia 0,001 mm |
| 5 Kiểm tra độ nhám |
4.2.3 |
Máy đo độ nhám đo đến Ra = 0,005 pm |
| 6 Kiểm tra độ khử từ |
4.2.4 |
Thiết bị kiểm tra từ tính giá trị độ chia 2 Wbm |
| 7 Kiểm tra đo lường |
4.3 |
|
| 8 Quy định chung |
4.3.1 |
|
| 9 Xác định giá trị độ cứng của tấm chuẩn |
4.3.2 |
Máy chuẩn độ cứng và thiết bị đo kích thưóc vết lõm
Các đặc trưng ở mục 4.3.1.2 |
| 10 Xác định độ tản mạn của tấm chuẩn |
4.3.3 |
Máy chuẩn độ cứng và thiết bị đo kích thưóc vết lõm
Các đặc trưng ở mục 4.3.1.2 |
3 Điều kiên hiệu chuẩn và chuẩn bị Hiệu chuẩn tấm chuẩn độ cứng
Khi tiến hành hiệu chuẩn phải đảm bảo các điều kiên sau đây:
– Nhiệt độ nơi hiệu chuẩn phải đảm bảo (18 ^ 28)0C. Biến thiên nhiệt độ không vượt quá 20C /h. Tấm chuẩn độ cứng phải được giữ ở nhiệt độ trên ít nhất 4 giờ trước khi tiến hành hiệu chuẩn.
– Mặt bàn đo và bề mặt tấm chuẩn phải được xử lý sạch bằng xăng không pha chì trước khi tiến hành hiệu chuẩn.
4 Tiến hành Hiệu chuẩn tấm chuẩn độ cứng
4.1 Kiểm tra bên ngoài
Phải kiểm tra bên ngoài theo các yêu cầu sau đây:
– Bề mặt tấm chuẩn không được có vết xước, han rỉ hoặc các khuyết tật khác;
– Tấm chuẩn phải được làm tù các gờ cạnh.
4.2 Kiểm tra kỹ thuật
Tấm chuẩn độ cứng được kiểm tra kỹ thuật theo trình tự, nội dung, phương pháp và yêu cầu sau đây:
4.2.1. Kiểm tra các kích thước hình học
Kích thước của các loại tấm chuẩn phải phù hợp với yêu cầu quy định trong bảng 2.
|
Loại tấm chuẩn |
Kích thước tôí thiểu của các loại tấm chuẩn ( mm ) |
||||
|
Hình chữ nhật |
Hình tròn |
Độ lệch cho phép |
|||
|
Dài x rộng |
Chiều dày |
Đường kính ngoài |
Chiều dày |
||
|
HRA, HRB |
60×40 |
6 |
60 |
6 |
± 1 |
|
HRC |
60 x 40 |
6 |
60 |
10 |
|
|
HV |
60 x 40 |
6 |
60 |
6 |
|
|
HB (D = 2,5 mm) (*) |
80 x 50 |
10 |
75 |
10 |
|
|
HB ( D = 5 mm) (**) |
50 x 50 |
12 |
75 |
12 |
|
|
HB (D = 10mm) (***) |
110 x 70 |
16 |
100 |
16 |
|
(*): Độ cứng HB ứng vơí mũi đo bằng bi có đường kính 2,5 mm;
(**): Độ cứng HB ứng vơí mũi đo bằng bi có đường kính 5 mm;
(***): Độ cứng HB ứng vơí mũi đo bằng bi có đường kính 10 mm.
4.2.2 Kiểm tra độ không song song và độ không phẳng
– Kiểm tra độ không song song
Đặt tấm chuẩn độ cứng lên bàn đo. Dùng đổng hổ so rà trên bề mặt tấm chuẩn theo các chiều vuông góc xuyên tâm. Hiệu giữa 2 điểm lớn nhất và nhỏ nhất trên đường tròn chính là độ không song song của tấm chuẩn.
– Kiểm tra độ không phẳng
Dùng đổng hổ so rà theo đường thẳng đi qua tâm tấm chuẩn và vuông góc với đoạn thẳng nối 2 điểm lớn nhất và nhỏ nhất trong phép xác định độ không song song ở trên. Điểm bắt đầu và điểm kết thúc quá trình rà phải cách mép tấm chuẩn 1,5 mm. Độ không phẳng của tấm chuẩn là hiệu giá trị lớn nhất và nhỏ nhất trên đoạn thẳng vừa rà.
Độ không song song và độ không phẳng của bề mặt tấm chuẩn không được lớn hơn giá trị cho trong bảng 3.
|
Loại tấm chuẩn |
Độ không song song trên chiều dài 50 mm ( ụm ) |
Độ không phẳng ( ụm ) |
|
HRA, HRB, HRC |
10 |
10 |
|
HV |
10 |
5 |
|
HB ( D = 2,5 mm ) |
30 |
20 |
|
HB ( D = 5 mm ) |
40 |
30 |
|
HB ( D = 10 mm ) |
50 |
40 |
4.2.3 Kiểm tra độ nhám
Độ nhám của mặt đo và mặt tỳ của tấm chuẩn được kiểm tra bằng máy đo độ nhám. Khi kiểm tra mặt đo cần tiến hành trên ba đoạn thẳng hướng tâm, chiều dài mỗi đoạn không nhỏ hơn 2,5 mm. Kiểm tra mặt tỳ phải tiến hành đo tối thiểu trên một đoạn thẳng có chiều dài không nhỏ hơn 2,5 mm.
Giới hạn độ nhám mặt đo và mặt tỳ của tấm chuẩn độ cứng không được vượt quá các giá trị cho trong bảng 4.
Bảng 4
| Loại tấm chuẩn | Độ nhám bề mặt Ra ( pm ) | |
| Mặt đo | Mặt tỳ | |
| HRA, HRB, HRC | 0,3 | 0,8 |
| HV | 0,05 | 0,8 |
| HB ( D=2,5 mm ) | 0,1 | 0,8 |
| HB ( D=5 mm ) | 0,2 | 0,8 |
| HB ( D=10 mm ) | 0,3 | 0,8 |
4.2.4 Kiểm tra độ khử từ
Tấm chuẩn độ cứng đuợc kiểm tra độ khử từ bằng la bàn kiểm tra từ tính. Mô men từ của tấm chuẩn độ cứng không đ-ợc lớn hơn 5.10-9 Wbm .
4.3 Kiểm tra đo lường
4.3.1 Quy định chung
4.3.1.1 Quy định đối với vị trí các vết lõm
Khi thực hiên các mục 4.3.2 và 4.3.3 phải tạo 5 vết lõm trên mặt đo đối với tấm chuẩn độ cứng hạng II, 10 vết lõm trong hai ngày liên tiếp đối với tấm chuẩn độ cứng hạng I. Vị trí các vết lõm trên bề mặt tấm chuẩn được phân bố phụ thuộc vào hình dáng và kích thước của tấm chuẩn quy định như sau:
a – Đối với tấm chuẩn hình tròn
Năm vết lõm phải nằm trên một đường xoắn ốc sao cho cứ giữa 2 vết lần lượt tạo ra một góc ở tâm 720 và phân bố tương đối đều nhau theo chiều bán kính.
b – Đối với tấm chuẩn hình chữ nhật
Đối với tấm chuẩn được hiêu chuẩn lần đầu tiên 5 vết lõm được phân bố như sau: 1 vết nằm tại giao điểm 2 đường chéo, 4 vết còn lại nằm trên 2 đường chéo đó và cách đỉnh tấm chuẩn 1 khoảng cách là 10 mm.
Đối với tấm chuẩn hiệu chuẩn lần tiếp theo các vết lõm được bố trí trên 5 vùng tuần tự như lần đầu nhưng phải cách vết lõm cũ một khoảng không nhỏ hơn 3 lần kích thước vết lõm cũ.
4.3.1.2 Quy định đối với máy chuẩn và thiết bị đo
Các phép xác định giá trị độ cứng của tấm chuẩn được thực hiện trên máy chuẩn độ cứng và các thiết bị dùng để đo kích thước vết lõm.
Máy chuẩn và thiết bị đo dùng để xác định giá trị độ cứng và độ tản mạn của tấm chuẩn đảm bảo yêu cầu sau đây:
– Đã được hiệu chuẩn hoặc liên kết chuẩn với chuẩn quốc gia;
– Lực tác dụng tĩnh, không gây va đập và rung động;
– Sai số về lực không vượt quá 0,1 % đối vói tất cả các mức tải chính, 0,2 % đối vói tải trọng đầu và 0,5 % đối vói độ cứng tế vi;
– Tốc độ và thòi gian giữ tải có thể điều khiển và khống chế theo yêu cầu quy định tại phần 3, ISO – 65o6, ISO – 6507 và ISO – 6508;
– Mũi đo và thiết bị đo phải đảm bảo tính nguyên vẹn và phải đạt yêu cầu theo quy định tại phần 3, ISO – 6506,” ISO – 6507 và ISO – 65o8.
– Xác định giá trị độ cứng của tấm chuẩn
Trưóc khi đo phải tạo từ 1 đến 2 vết lõm mà không tính vào kết quả .
4.3.1.3 Xác định giá trị độ cứng tấm chuẩn Rockwell Chiều sâu t của mỗi vết lõm được tính như sau:
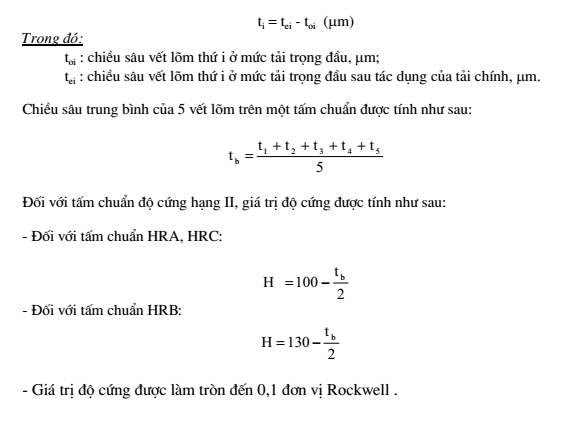
Đối vói tấm chuẩn độ cứng hạng I, giá trị độ cứng đuợc tính nhu sau:


Bảng 5
|
Loại tấm chuẩn |
Độ tản mạn tương đối lớn nhất ( % ) |
||
|
|
|
Hạng I |
Hạng II |
|
HRA |
1 |
1,5 |
|
|
HRB |
1 |
2 |
|
|
HRC |
0,5 |
1 |
|
|
HB |
(F = 30D2) |
0,5 |
1 |
|
HB |
(F = 10D2) |
1 |
1,5 |
|
HB |
(F = 2,5D2) |
1 |
2 |
|
HV (<225) |
HV0,2 – HV5 |
1,5 |
3 |
|
|
HV5 – HV100 |
1 |
2 |
|
HV (>225) |
HV0,2 – HV5 |
1 |
2 |
|
|
HV5 – HV100 |
0,5 |
1 |
5 Xử lý chung
– Tấm chuẩn độ cứng sau khi hiệu chuẩn được cấp giấy chứng nhân hiệu chuẩn kèm theo thông báo kết quả hiệu chuẩn và tiến hành ghi khắc giá trị, đơn vị đo độ cứng và dấu hiệu chuẩn trên mặt đo của tấm chuẩn độ cứng.
Công ty TNHH HB Polytechnic chuyên cung cấp các dịch vụ về hiệu chuẩn
Liên hệ Hotline: 0944 993 080 – email: hb.polytechnic@gmail.com để được tư vấn và báo giá.
Địa chỉ:
Trụ Sở : Thôn Vực, Di Trạch, Hoài Đức, Hà Nội
Chi Nhánh : Trường Cao Đẳng nghề Công nghệ Cao Hà Nội- Nhuệ Giang, Tây Mỗ, Nam Từ Liêm, Hà Nội
Từ khóa: hiệu chuẩn thiết bị đo, hiệu chuẩn Vĩnh Phúc, hiệu chuẩn chính xác, hiệu chuẩn tận nơi, hiệu chuẩn uy tín, hiệu chuẩn thiết bị, hiệu chuẩn giá rẻ, hiệu chuẩn nhà máy, hiệu chuẩn miền Bắc, hiệu chuẩn Bắc Ninh, hiệu chuẩn Bắc Giang, hiệu chuẩn Thái Nguyên, hiệu chuẩn Hải Dương, hiệu chuẩn Hưng Yên, hiệu chuẩn Hải Phòng