phương tiên hiệu chuẩn máy thử độ bền kéo, nén, cấp chính xác 0,5; 1; 2 và 3.
1 Phạm vi áp dụng Hiệu chuẩn máy thử độ bền kéo nén
Văn bản kỹ thuật này quy định phương pháp và phương tiên hiệu chuẩn máy thử độ bền kéo, nén, cấp chính xác 0,5; 1; 2 và 3.
2 Các phép Hiệu chuẩn máy thử độ bền kéo nén
Phải lần lượt tiến hành các phép Hiệu chuẩn máy thử độ bền kéo nén ghi trong bảng 1.
Bảng 1
| Tên phép hiệu chuẩn | Theo điều nào của QTHC |
| 1 Kiểm tra bên ngoài |
5.1 |
| 2 Kiểm tra kỹ thuật |
5.2 |
| – Kiểm tra an toàn |
5.2.1 |
| – Kiểm tra tình trạng cân bằng của máy |
5.2.2 |
| – Kiểm tra tình trạng làm việc của máy |
5.2.3 |
| – Kiểm tra bộ phận đo biến dạng |
5.2.4 |
| – Kiểm tra mặt bàn nén |
5.2.5 |
| 3 Kiểm tra đo lường |
5.3 |
| – Quy định chung |
5.3.1 |
| – Tiến hành kiểm tra |
5.3.2 |
| + Kiểm tra sai số tương đối |
5.3.2.1 |
| + Kiểm tra độ tản mạn tương đối |
5.3.2.2 |
| + Kiểm tra độ hổi sai tương đối |
5.3.2.3 |
| + Kiểm tra độ lệch điểm 0 tương đối |
5.3.2.4 |
| + Kiểm tra độ phân giải tương đối |
5.3.2.5 |
3 Phương tiện Hiệu chuẩn máy thử độ bền kéo nén
Phải sử dụng phương tiên Hiệu chuẩn máy thử độ bền kéo nén ghi trong bảng 2.
Bảng 2
| TT | Tên các phương tiện hiệu chuẩn | Đặc trưng kỹ thuật |
| 1 | Lực kế chuẩn | – Độ không đảm bảo đo: (0,12 – 0,45).10-2 |
| 2 | Bộ quả cân cấp chính xác M! (hạng IV) | – Độ chính xác : 1.10-4 |
| 3 | Ni vô | – Giá trị độ chia: 0,5 mm/m |
| 4 | Thước 300 mm, 500 mm | – Giá trị độ chia: 0,5 mm |
| 5 | Thước tóc | – Độ không phẳng 0,05 mm/100 mm |
| 6 | Bộ căn lá | – Độ chính xác: 1.10-2 |
Khi tiến hành hiệu chuẩn phải đảm bảo những điều kiên sau:
4.1 Vị trí đặt máy phải khô, đủ ánh sáng, không bị ảnh hưởng của chấn động, thời tiết, hoá chất.
4.2 Máy phải được lắp đặt và định vị chắc chắn theo thuyết minh hướng dẫn lắp đặt và sử dụng. Việc hiệu chuẩn được thực hiện tại nơi lắp đặt máy.
4.3 Nhiệt độ tại nơi hiệu chuẩn phải nằm trong phạm vi: 10 0C + 35 0C.
5 Tiến hành Hiệu chuẩn máy thử độ bền kéo nén
5.1 Kiểm tra bên ngoài
Kiểm tra theo các yêu cầu sau đây:
a- Máy phải có nhãn mác ghi số máy, nơi sản xuất;
b- Máy phải có đầy đủ các bộ phân và phụ kiện cần thiết;
c- Mặt số có vạch chia hoặc màn hình hiện số chỉ giá trị lực phải đọc được dễ dàng.
5.2 Kiểm tra kỹ thuật
Kiểm tra theo các yêu cầu sau đây:
5.2.1 Kiểm tra an toàn
Chỉ áp dụng đối với máy có công tắc khống chế hành trình và chức năng chống quá tải.
a- Kiểm tra hoạt động của các công tắc khống chế’ hành trình
Cho máy làm việc ở chế độ không tải, ấn tay trực tiếp vào công tắc, máy phải tự dừng lại.
b- Kiểm tra chức năng chống quá tải
Tăng tải trọng của máy đến giá trị lực lớn nhất, máy phải tự động dừng lại hoặc áp lực của máy không tăng khi tiếp tục tăng tải.
5.2.2 Kiểm tra tình trạng cân bằng của máy
Dùng nivô kiểm tra tình trạng cân bằng của máy. Độ lệch theo phương nằm ngang và phương thẳng đứng không quá 1 mm/m.
5.2.3 Kiểm tra tình trạng làm việc của máy
Cho máy làm việc ở chế độ không tải, điều khiển phần động của máy dịch chuyển lên xuống. Sau đó cho máy làm việc ở chế độ có tải 3 lần bằng cách tăng dần tải trọng từ 0 đến giá trị lớn nhất. Trong quá trình làm việc, máy phải đảm bảo các yêu cầu sau:
a- Bộ phân tạo lực, bộ phân điều khiển tốc độ đảm bảo sao cho lực được tạo ra một cách đều đặn liên tục, không biến động đột ngột;
b- Với loại máy có bộ phân chỉ thị bằng cơ, kim động và kim lưu phải chỉ cùng giá trị đo và kim lưu không gây lực cản cho kim động. Cơ cấu giảm xung của máy phải đảm bảo cho kim động từ từ trở về điểm 0 khi hạ tải.
5.2.4 Kiểm tra bộ phận đo biến dạng (chỉ tiến hành với loại máy có bộ phân đo biến dạng).
Tiến hành kiểm tra độ chính xác của bộ phân đo biến dạng bằng cách dùng thước đo độ dịch chuyển của ngàm động. Sai lệch kết quả đo so với giá trị chỉ biến dạng của máy không đượt vượt quá + 1 mm.
5.2.5 Kiểm tra mặt bàn nén
Với máy có chức năng thử nén, một trong hai bàn nén có kết cấu gá lắp tâm cầu phải đảm bảo khả năng tự lựa. Hai mặt bàn nén phải đảm bảo độ song phẳng. Kiểm tra mặt bàn nén bằng nivô, độ lệch theo phương nằm ngang không vượt quá 1 mm/m. Kiểm tra độ phẳng của mặt bàn nén bằng thước tóc và căn lá. Độ không phẳng không được vượt quá 0,1 mm.
5.3 Kiểm tra đo lường
5.3.1 Quy định chung
– Phải tiến hành kiểm tra:
Các giá trị sai số cho phép lớn nhất, biểu thị bằng % cho trong bảng 3.
Bảng 3
|
Cấp chính xác của máy |
Sai số tương đối (%) |
Độ tản mạn tương đối (%) |
Độ hổi sai tương đối (%) |
Độ lệch điểm 0 tương đối (%) |
Độ phân giải tương đối (%) |
|
0,5 |
± 0,5 |
0,5 |
± 0,75 |
± 0,05 |
0,25 |
|
1 |
± 1 |
1 |
± 1,5 |
± 0,1 |
0,5 |
|
2 |
± 2 |
2 |
± 3,0 |
± 0,2 |
1,0 |
|
3 |
± 3 |
3 |
± 4,5 |
± 0,3 |
1,5 |
– Lực kế’ chuẩn được sử dụng để hiệu chuẩn máy phải có độ không đảm bảo đo phù hợp theo phân cấp chính xác của máy cho trong bảng 4.
Bảng 4
|
Cấp chính xác của máy |
Lực kế chuẩn Độ không đảm bảo đo mở rộng tương đối cho phép lớn nhất (%) |
|
0,5 |
0,12 |
|
1 |
0,24 |
|
2 |
0,45 |
|
3 |
0,45 |
– Khi tiến hành hiệu chuẩn máy, nếu phạm vi đo của lực kế chuẩn thứ nhất nhỏ hơn phạm vi đo của thang lực cần hiệu chuẩn, phải sử dụng lực kế chuẩn thứ hai có phạm vi đo phủ hết phạm vi đo của thang lực và hiệu chuẩn ít nhất 2 điểm đo sau cùng đã được hiệu chuẩn bằng lực kế chuẩn thứ nhất;
– Vối loại máy có hai chức năng thử kéo và nén có chung hệ thống truyền lực và đo lực, chỉ tiến hành kiểm tra một trong hai chức năng đó
– Vối máy có nhiều thang đo lực, phải kiểm tra từng thang đo lực được sử dụng. Mỗi thang đo lực được tiến hành kiểm tra 3 loạt đo theo chiều lực tăng, ít nhất tại 5 điểm phân bố tương đối đều trên toàn bộ phạm vi đo của thang;
-Trước mỗi loạt đo (sau loạt đo thứ nhất) phải xoay lực kế chuẩn một góc 1200;
– Với loại máy thuỷ lực, 3 loạt đo được tiến hành ở 3 vị trí khácnhau của piston.
Chú thích:
– Trường hợp việc kiểm tra được tiến hành ở phạm vi nhỏ hon 20 % phạm vi đo của thang lực (theo yêu cầu) phải tiến hành kiểm tra tại các điểm lực xấp xỉ 10 %. 5 %; 2 %; 1 %; 0, 5% và 0,1 % phạm vi đo lón nhất của thang.
– Trong thời gian tiến hành hiệu chuẩn nếu nhiệt độ hiệu chuẩn nằm ngoài phạm vi nhiệt độ: 18 0C -r 28 0C, cố thể tiến hành hiệu chính sô’ đọc của lực kế bằng công thức:
Dt = De [1 + k (t – te)]
Trong đố:
Dt : sô’ chỉ của lực kế tại nhiệt độ t0C;
D : sô’ chỉ của lực kế tại nhiệt độ hiệu chuẩn te0C; k: hệ sô’dãn nở nhiệt, K = 0,00027/0C.
5.3.2 Tiến hành kiểm tra
Khi tiến hành kiểm tra, lực được duy trì trên chỉ thị của máy và đọc giá trị lực chỉ trên lực kế. Khi phương pháp này không thực hiện được, lực được duy trì trên lực kế và đọc giá trị lực chỉ trên chỉ thị của máy.
5.3.2.1Kiểm tra sai số tương đối
Tiến hành kiểm tra sai số tương đối tại các điểm đo lực
a- Khi hiệu chuẩn máy bằng lực kế mà lực được duy trì trên máy và đọc giá trị lực chỉ trên lực kế thì độ chính xác tương đối biểu thị bằng % được xác định bằng công thức:
Trong đó:
q: độ chính xác tương đối tại mỗi điểm đo;
F: giá trị lực được duy trì trên máy, N;

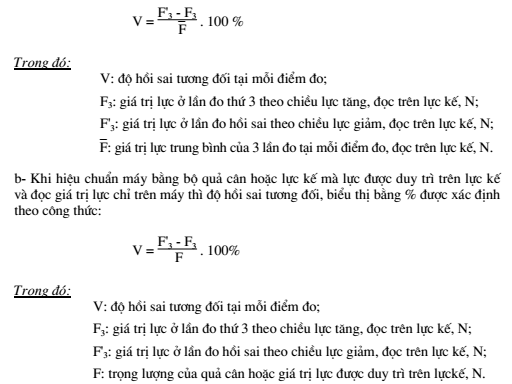
5.3.2.3. Kiểm tra độ hổi sai tương đối
– Việc kiểm tra độ hổi sai tương đối được thực hiên khi có yêu cầu;
– Mỗi thang đo lực được tiến hành một loạt đo hổi sai theo chiều lực giảm sau loạt đo thứ ba;
– Không tiến hành đo hổi sai đối vối những máy không chỉ thị giá trị lực theo chiều lực giảm;
– Độ hổi sai tương đối được tính cho từng điểm đo lực.
Tiến hành kiểm tra độ hổi sai tương đối tại các điểm đo của mục 5.3.2.1
a- Khi hiệu chuẩn máy bằng lực kế mà lực được duy trì trên máy và đọc giá trị lực chỉ chỉ trên lực kế thì độ hổi sai tương đối, biểu thị bằng % được xác định bằng công thức:
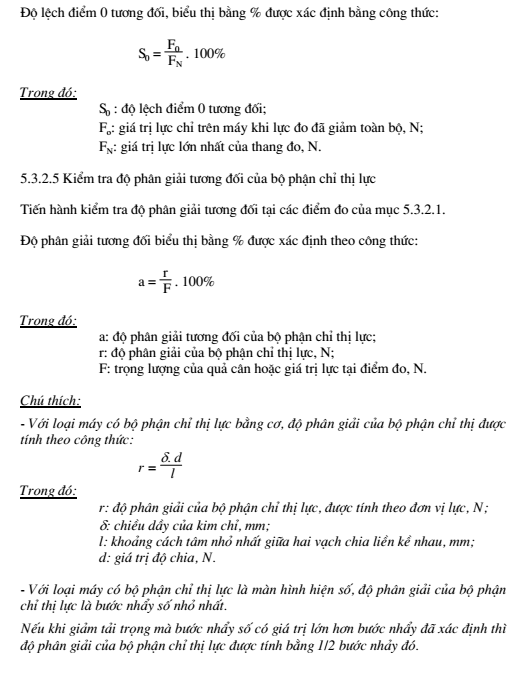
5.3.2.4. Kiểm tra độ lệch điểm 0 tương đối
Tiến hành kiểm tra độ lệch điểm 0 tương đối sau mỗi loạt đo cho từng thang đo lực. Riêng loạt đo thứ 3, kiểm tra độ lệch điểm 0 sau loạt đo hổi sai. Việc kiểm tra được thực hiện sau thời gian khoảng 30 giây kể từ khi lực đo được giảm toàn bộ.
Việc điều chỉnh điểm 0 trước mỗi loạt đo chỉ tiến hành sau khi máy đã được cân bằng động nhằm loại trừ lực sinh ra do trọng lượng của piston, đổ gá, lực kế…
Công ty TNHH HB Polytechnic chuyên cung cấp các dịch vụ về hiệu chuẩn
Liên hệ Hotline: 0944 993 080 – email: hb.polytechnic@gmail.com để được tư vấn và báo giá.
Địa chỉ:
Trụ Sở : Thôn Vực, Di Trạch, Hoài Đức, Hà Nội
Chi Nhánh : Trường Cao Đẳng nghề Công nghệ Cao Hà Nội- Nhuệ Giang, Tây Mỗ, Nam Từ Liêm, Hà Nội
Từ khóa: hiệu chuẩn uy tín, hiệu chuẩn thiết bị, hiệu chuẩn giá rẻ, hiệu chuẩn nhà máy, hiệu chuẩn miền Bắc, hiệu chuẩn Bắc Ninh, hiệu chuẩn Bắc Giang, hiệu chuẩn Thái Nguyên, hiệu chuẩn Hải Dương, hiệu chuẩn Hưng Yên, hiệu chuẩn Hải Phòng, hiệu chuẩn thiết bị đo, hiệu chuẩn Vĩnh Phúc, hiệu chuẩn chính xác, hiệu chuẩn tận nơi