hiệu chuẩn thread plug gauges có kích thước đường kính danh định đến 500 mm với độ chính xác Δ > ± 1 pm.
1 Phạm vi áp dụng hiệu chuẩn thread plug gauges
Văn bản kỹ thuật này quy định quy trình hiệu chuẩn thread plug gauges có kích thước đường kính danh định đến 500 mm với độ chính xác À > ± 1 pm.
2 Các phép hiệu chuẩn thread plug gauges
Phải lần lượt tiến hành các phép hiệu chuẩn thread plug gauges ghi trong bảng 1.
Bảng 1
| STT | Tên phép hiệu chuẩn | Theo điều mục của QTHC |
| 1 | Kiểm tra bên ngoài |
6.1 |
| 2 | Kiểm tra đo lường |
6.2 |
| Xác định kích thước đường kính calíp trụ trơn |
6.2.1 |
|
| Xác định chênh lệch đường kính v |
6.2.2 |
3 Phuơng tiện hiệu chuẩn thread plug gauges
– Thiết bị đo chiều dài :
+ Phạm vi đo: phù hợp với kích thước của calip trụ trơn cần hiệu chuẩn + Độ chính xác Δ < ± (0,2 + 2L) pm [L]: m
– Căn mẫu song phẳng:
+ Phạm vi đo đến 500 mm
+ Độ không đảm bảo đo U < ± (0,2 + 2L) pm [L]: m
– Nhiệt kế tiếp xúc có giá trị độ chia 0,2 oC.
4 Điều kiện hiệu chuẩn thread plug gauges
Khi tiến hành hiệu chuẩn thread plug gauges phải đảm bảo các điều kiên sau đây:
– Nhiệt độ môi trường : (20 ± 1) oC;
– Độ ẩm tương đối: (50 ± 20) %RH.
5 Chuẩn bị hiệu chuẩn thread plug gauges
– Làm sạch và đặt calip trụ trơn cần hiệu chuẩn trong phòng hiệu chuẩn ít nhất 6 giờ để ổn định nhiệt độ.
– Khi sử dụng phương pháp đo so sánh, calip trụ trơn và căn mẫu song phẳng chuẩn phải được đặt cạnh nhau trong phòng hiệu chuẩn ít nhất 6 giờ để ổn định nhiệt độ.
6 Tiến hành hiệu chuẩn thread plug gauges
6.1 Kiểm tra bên ngoài
Phải kiểm tra bên ngoài theo các yêu cầu sau đây:
– Calip trụ trơn phải có đủ ký hiệu, kích thước danh định, ký hiệu dung sai.
– Không có các vế’t xước, vế’t lõm, hay vế’t rỉ trên mặt làm việc của calip trụ trơn.
6.2 Kiểm tra đo lường
Calip trụ trơn được kiểm tra đo lường theo trình tự nội dung, phương pháp và yêu cầu sau đây:
6.2.1 Xác định kích thước đường kính calip trụ trơn
a)Phương pháp đo so sánh
– Đặt căn mẫu song phẳng có kích thước danh định LS gần với kích thước danh định của calip trụ trơn cần hiệu chuẩn lên bàn đo của máy đo độ dài. Chênh lệch kích thước của căn mẫu LS và đường kính D của calip trụ trơn không vượt quá phạm vi đo của thiết bị đo so sánh.
– Dùng đầu đo phẳng xác định kích thước gốc ban đầu tại điểm giữa mặt đo của căn mẫu đọc số chỉ trên máy đo ký hiệu là AS.
– Lấy căn mẫu ra khỏi bàn đo của máy.
– Đặt calip trụ trơn cần hiệu chuẩn lên bàn đo , dùng mỏ đo phẳng xác định kích thước đường kính của calip trụ trơn cần hiệu chuẩn, đọc số chỉ của máy đo, ký hiệu là AM
– Kích thước đường kính của calip trục trơn cần hiệu chuẩn được xác định như sau :
DM = ( AM – As) + Ds
(b) Phương pháp đo trực tiếp
– Lắp mỏ đo phẳng lên đầu đo của máy đo độ dài nằm ngang.
– Dịch chuyển cho hai mỏ đo tiếp xúc nhau, dùng tấm kính song phẳng điều chỉnh sao cho hai mỏ đo tiếp xúc trên toàn bộ bề mặt mỏ đo
– Dịch chuyển mỏ đo động ra khỏi vị trí tiếp xúc giữa hai mỏ đo, sau đó tiếp tục cho hai mỏ đo tiếp xúc quan sát số chỉ trên máy nếu số chỉ trên máy thay đổi phải tiếp tục điều chỉnh lại mỏ đo cho đến khi số chỉ của thiết bị không thay đổi quá giới hạn độ lặp lại của thiết bị đo.
– Kết thúc quá trình chỉnh đầu đo, cho hai mỏ đo tiếp xúc nhau, ghi lại số chỉ trên thiết bị đo ký hiệu AS (vị trí ban đầu) .
– Đưa calip trụ trơn vào vị trí đo dịch chuyển mỏ đo tiếp xúc với mặt đo của calip trụ trơn, ghi lại số chỉ trên hiển thị của thiết bị đo ký hiệu AM
– Đường kính của calip trụ trơn được tính như sau :
D = AM – As
( c ) Vị trí đo
Tiến hành xác định kích thước đường kính calíp trụ trơn theo ba mặt phẳng đo cách đều nhau (hình 1).
Trong mỗi một mặt phẳng đo tiến hành đo xác định kích thước đường kính của calip trụ theo hướng đo X (ký hiệu DMX) và hướng đo Y (ký hiệu DMY).
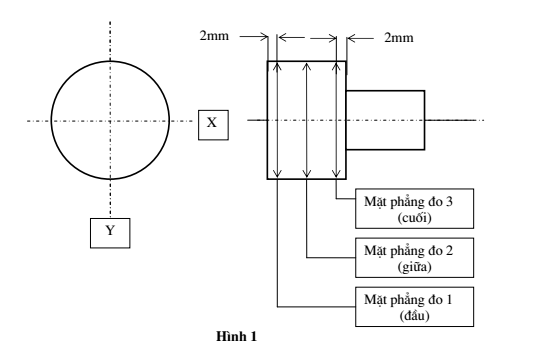
– Vị trí mặt phẳng đoi và mặt phẳng đo 3 cách mép calip trụ trơn một khoảng là 2 mm.
– Giá trị kích thước đường kính tại mỗi một mặt phẳng đo được xác định như sau:
D = (DMX + DMY)/2
– Xác định chênh lệch đường kính trong mặt phẳng đo 2 (giữa)
Trong mặt phẳng đo 2 xác định chênh lệch giữa hai đường kính DMX và DMYký hiệu là v.
V = | DMX – DMY|
7 Xử lý chung
7.1 Calip trụ trơn sau khi hiệu chuẩn được dán tem, cấp giấy chứng nhân hiệu chuẩn kèm theo thông báo kết quả hiệu chuẩn bao gồm kích thước đường kính tại các mặt phẳng đo và chênh lệch đường kính tại mặt phẳng đo 2.
7.2 Chu kỳ hiệu chuẩn của calip trụ trơn được khuyến nghị là 12 tháng.
Công ty TNHH HB Polytechnic chuyên cung cấp các dịch vụ về hiệu chuẩn
Liên hệ Hotline: 0944 993 080 – email: hb.polytechnic@gmail.com để được tư vấn và báo giá.
Địa chỉ:
Trụ Sở : Thôn Vực, Di Trạch, Hoài Đức, Hà Nội
Chi Nhánh : Trường Cao Đẳng nghề Công nghệ Cao Hà Nội- Nhuệ Giang, Tây Mỗ, Nam Từ Liêm, Hà Nội
Từ khóa: hiệu chuẩn Bắc Giang, hiệu chuẩn Thái Nguyên, hiệu chuẩn Hải Dương, hiệu chuẩn Hưng Yên, hiệu chuẩn Hải Phòng, hiệu chuẩn thiết bị đo, hiệu chuẩn Vĩnh Phúc, hiệu chuẩn chính xác, hiệu chuẩn tận nơi, hiệu chuẩn uy tín, hiệu chuẩn thiết bị, hiệu chuẩn giá rẻ, hiệu chuẩn nhà máy, hiệu chuẩn miền Bắc, hiệu chuẩn Bắc Ninh